



Curious about how Tire-Derived Fuel (TDF) breaks the “low-value recycling” stereotype of waste tires, becomes a green alternative in industrial energy systems, and opens up a new profit track for recycling enterprises? This in-depth guide explores the technical logic, application scenarios, policy dividends, and investment layout of tire TDF recycling, revealing the core value of this underrated recycling track in the global circular economy.

I. Why is Tire TDF Recycling Becoming a “Dark Horse” in Waste Tire Disposal?
In the field of waste tire recycling, TDF (Tire-Derived Fuel) has gradually emerged as a core direction alongside rubber powder and reclaimed rubber, especially favored by industrial enterprises with high energy demand. Its unique advantages make it a “cost-effective choice” for both recycling enterprises and downstream users:
- High Energy Density & Cost Advantage: The calorific value of TDF is 32-38 MJ/kg, which is higher than that of coal (25-30 MJ/kg) and close to that of diesel. The cost per unit calorific value is 30-40% lower than coal and 60-70% lower than diesel, which can significantly reduce the energy costs of downstream industrial enterprises.
- Wide Application Scenarios: TDF is widely used in cement kilns, power plants, steel mills, paper mills, and other industrial fields as a substitute for coal or auxiliary fuel. Especially in cement kilns, the high temperature (≥1450℃) can completely decompose harmful substances such as polycyclic aromatic hydrocarbons (PAHs) in TDF, realizing “energy recovery + harmless disposal” in one step.
- Policy Support & Compliance Advantage: In Europe, North America, and other regions, TDF is recognized as a renewable energy source. Enterprises using TDF can enjoy tax incentives, carbon emission reduction credits, and other policy support. At the same time, TDF recycling avoids the environmental risks of landfilling and incineration of waste tires, complying with the strictest environmental protection standards.
- Low Threshold & Fast Profitability: Compared with the complex deep processing of rubber powder, TDF production has lower technical and equipment thresholds, shorter investment recovery cycles (generally 1-2 years), and is more suitable for small and medium-sized recycling enterprises to enter the market quickly.
II. Core Technical Process of Tire TDF Recycling: From Waste Tires to High-Quality Fuel
Tire TDF recycling focuses on “maximizing energy retention” and “controlling harmful substances”, with a streamlined but strict production process. The entire process covers 5 core links, ensuring the quality and safety of TDF:
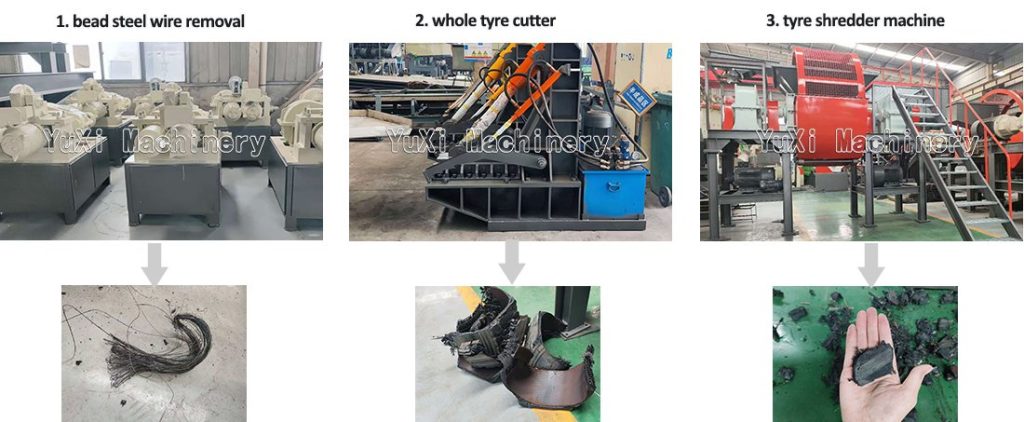
- Raw Material Screening & Pretreatment
The first step of TDF production is strict raw material screening. Waste tires with serious oil pollution, chemical corrosion, or mixed with large metal blocks (such as engine parts) are excluded. The qualified waste tires are first disassembled to remove the bead steel wire (accounting for 10-15% of the tire weight) through a hydraulic disassembly machine, and then sorted by type (car tires, truck tires, engineering tires) to ensure uniform feeding. - Graded Crushing & Shredding
The pretreated tires are sent to a double-shaft shredder (55-110 HP motor, AISI 4140 cutters) for primary shredding, forming 5-10 inches tire chunks. Then, they enter a secondary crusher (hammer mill or impact crusher) with adjustable screen aperture (10-50 mm) to be crushed into 10-50 mm uniform TDF particles. The particle size can be customized according to the needs of downstream users (e.g., 10-20 mm for cement kilns, 20-50 mm for power plants). - Impurity Removal & Purification
Impurity removal is the key to ensuring TDF quality. The crushed TDF particles pass through a multi-stage impurity removal system: first, a high-intensity magnetic separator (magnetic field strength ≥ 8000 gauss) separates residual steel wire (the final steel wire content in TDF is ≤ 0.5%); then, an air separator removes light impurities such as fiber and dust (fiber content ≤ 1%); finally, a vibrating screen filters out oversized particles, ensuring the uniformity of TDF particles. - Drying & Quality Control
The purified TDF particles are sent to a rotary dryer for drying treatment. The drying temperature is controlled at 100-120℃, and the moisture content of TDF is reduced to ≤ 8% to avoid affecting combustion efficiency. After drying, sampling inspection is carried out, including indicators such as calorific value, ash content (≤ 8%), sulfur content (≤ 1.5%), and metal content, ensuring that TDF meets the EU EN 15359 and US ASTM D6316 standards. - Packaging & Storage
The qualified TDF is packaged by an automatic packaging machine (25 kg/bag or ton bag) and stored in a dry and well-ventilated warehouse. The warehouse is equipped with fire-fighting facilities (such as automatic sprinkler systems) and temperature and humidity monitoring equipment to prevent TDF from absorbing moisture, agglomerating, or causing safety hazards.
III. Key Equipment Selection for Tire TDF Recycling: Balancing Efficiency and Quality
The quality of TDF depends largely on the performance of production equipment. For recycling enterprises, the following key equipment selection criteria should be followed to ensure stable production and high-quality output:
- Double-Shaft Shredder
Prioritize equipment with a 75-110 HP motor, AISI 4140 high-strength cutters, and a shredding efficiency of 1-3 tons/hour. The cutter shaft should adopt a staggered arrangement design to improve shredding efficiency, and be equipped with an automatic overload protection system to avoid equipment damage caused by hard impurities. - Secondary Crusher
Choose a hammer mill or impact crusher with adjustable screen aperture (10-50 mm) and 65Mn high-wear-resistant hammerheads. The crusher should have a large feed port to adapt to different types of tire chunks, and the crushing chamber should be easy to clean to avoid residual impurities. - Impurity Removal System
The magnetic separator should have a magnetic field strength ≥ 8000 gauss and a separation efficiency ≥ 99%. The air separator should have adjustable air volume to adapt to the separation of TDF particles of different sizes. It is recommended to configure a multi-stage vibrating screen to ensure the uniformity of TDF particle size. - Drying System
Select a rotary dryer with a heating source of natural gas or biomass fuel (low pollution), and the drying capacity should match the production scale (e.g., 1-3 tons/hour). The dryer should be equipped with a temperature control system and a moisture monitoring device to ensure the moisture content of TDF meets the standard. - Quality Testing Equipment
Configure professional testing equipment, including calorimeter (to test calorific value), ash content tester, sulfur analyzer, and metal detector, to conduct full inspection of TDF quality and ensure compliance with downstream user requirements and industry standards.

IV. Application Scenarios & Profit Model of Tire TDF: Breaking Through the “Low-Value” Dilemma
Tire TDF has a wide range of downstream applications, and its profit model is diversified, which can help recycling enterprises realize “stable income + additional value”:
Core Application Scenarios
- Cement Kilns: The largest application field of TDF. Cement kilns have high temperature and long residence time, which can completely burn TDF and decompose harmful substances. Using TDF as auxiliary fuel can reduce coal consumption by 10-15% and reduce carbon emissions by 8-12%. Major cement manufacturers such as LafargeHolcim and HeidelbergCement have widely used TDF.
- Power Plants: TDF can be mixed with coal (mixing ratio 5-15%) for combustion power generation, reducing the cost of power generation. Some waste-to-energy power plants also use TDF as a supplementary fuel to improve energy utilization efficiency.
- Steel Mills: Used in the sintering process of steel mills, TDF can provide heat for sintering ore, reduce the consumption of coke and coal, and improve the quality of sintered ore.
- Paper Mills & Chemical Plants: Used as fuel for boilers, providing heat for production processes such as papermaking and chemical reactions, reducing energy costs.
Profit Model
- Direct Sales of TDF: The main profit source. The market price of TDF is 150-300 USD/ton (varies by region and quality), and the production cost is 80-150 USD/ton, with a profit margin of 50-100%.
- Steel Wire & Fiber Recycling: The steel wire separated during the production process can be sold to steel mills at 2000-3000 USD/ton, and the fiber can be sold to non-woven fabric factories at 800-1200 USD/ton, increasing additional income.
- Policy Subsidies: In Europe and North America, enterprises producing TDF can obtain subsidies of 30-80 USD/ton. At the same time, downstream enterprises using TDF can enjoy carbon emission reduction credits, which can be traded in the carbon market to create additional value.
- Customized Services: Provide customized TDF particle size and quality according to the needs of downstream users (e.g., high-calorie TDF for power plants, low-sulfur TDF for chemical plants) and charge a premium of 10-20%.
V. Investment & Revenue Analysis of Tire TDF Recycling Projects
Tire TDF recycling has the characteristics of low investment, fast recovery, and stable profits. Taking a 2 ton/hour TDF production line as an example, the investment and revenue analysis is as follows (based on European and American market standards):
Initial Investment
- Equipment Purchase: Approximately 50,000-80,000 USD, including double-shaft shredder, secondary crusher, impurity removal system, dryer, packaging machine, and testing equipment.
- Site & Infrastructure: Approximately 20,000-30,000 USD, including 200-300 sq ft workshop rental, ground hardening, and water and electricity transformation.
- Other Expenses: Approximately 10,000-15,000 USD, including equipment installation and commissioning, technical training, and initial raw material inventory.
- Total Initial Investment: Approximately 80,000-125,000 USD.
Operating Costs (Based on 8 Hours/Day, 25 Days/Month)
- Raw Material Cost: Approximately 80-120 USD/ton (waste tires), with a daily demand of 16 tons and a monthly cost of 32,000-48,000 USD.
- Energy Cost: The total power of the production line is about 120 HP, with an hourly electricity consumption of 90 kWh. Calculated at 0.15 USD/kWh, the monthly electricity cost is 2,700-3,240 USD. The drying fuel cost is about 5,000-8,000 USD/month.
- Labor Cost: 2-3 workers are needed, with an average monthly salary of 3,500-4,500 USD per person. The monthly labor cost is 7,000-13,500 USD.
- Maintenance & Consumables Cost: Approximately 3,000-5,000 USD/month, including cutter replacement, lubricating oil, and filter bags.
- Other Costs: Including rent, insurance, and transportation, approximately 4,000-6,000 USD/month.
- Total Monthly Operating Cost: Approximately 53,700-83,740 USD, and the unit cost per ton of TDF is about 103-161 USD.
Revenue & Profit Calculation
- TDF Sales Revenue: The monthly output is about 400 tons, with a market price of 150-300 USD/ton. The monthly revenue is 60,000-120,000 USD.
- Steel Wire Revenue: The monthly output is about 48-60 tons, with a market price of 2,000-3,000 USD/ton. The monthly revenue is 96,000-180,000 USD.
- Fiber Revenue: The monthly output is about 20-32 tons, with a market price of 800-1,200 USD/ton. The monthly revenue is 16,000-38,400 USD.
- Policy Subsidy: The monthly subsidy is 30-80 USD/ton, bringing monthly income of 12,000-32,000 USD.
- Total Monthly Revenue: Approximately 184,000-370,400 USD.
- Monthly Profit: Approximately 130,260-286,660 USD, and the annual profit is about 1,563,120-3,439,920 USD. The investment payback period is about 4-8 months.

VI. Risk Prevention & Development Trends of Tire TDF Recycling
Although tire TDF recycling has broad prospects, it also faces certain risks. Enterprises need to formulate scientific strategies to avoid risks and seize development opportunities:
Risk Prevention
- Raw Material Risk: Sign long-term cooperation contracts with multiple waste tire suppliers to ensure stable supply. Establish a raw material quality inspection system to avoid unqualified tires affecting TDF quality.
- Policy Risk: Pay close attention to changes in environmental protection policies and subsidy policies in Europe and America. Ensure that TDF production meets the latest standards (such as EU REACH and US EPA) to avoid compliance risks.
- Market Risk: Establish long-term cooperative relationships with downstream core customers (such as large cement plants and power plants) to lock in sales channels. Diversify customers to avoid excessive dependence on a single user.
Development Trends
- High-Quality & Refinement: With the improvement of environmental protection standards, downstream users have higher requirements for TDF quality (such as lower sulfur content and ash content). The future TDF production will tend to be refined, and high-quality TDF will have more market competitiveness.
- Integration of Production and Application: Large-scale recycling enterprises will gradually cooperate with downstream industrial enterprises to build “TDF production + on-site supply” cooperative models, reducing transportation costs and improving supply stability.
- Technology Innovation: New technologies such as intelligent sorting, low-energy crushing, and efficient drying will be widely used in TDF production, further reducing costs and improving production efficiency.
Tire TDF recycling is not a “low-end alternative” to rubber powder recycling, but a high-value track that combines energy recovery, environmental protection, and profitability. It breaks the traditional dilemma of waste tire disposal, provides a cost-effective energy solution for industrial enterprises, and creates a fast-profit path for recycling enterprises. With the support of global carbon neutrality policies and the continuous expansion of downstream applications, tire TDF recycling will become an important part of the circular economy industry, bringing huge development opportunities for enterprises that take the lead in layout.