



Wondering how tire rubber granules (with particle sizes ranging from 1-50mm) can break through the industry pain points of “dispersed recycling and low added value” while balancing large-scale processing and commercial profitability? This article combines the latest European and American on-site cases to break down the recycling processes, equipment selection, market applications, and compliance key points of tire rubber granules, helping you grasp the operational logic of this core track.
I. Why Has Tire Rubber Granule Recycling Become a Necessity Track?
Over 40% of the world’s annual waste tires are processed into rubber granules, which are widely used in sports venues, road construction, automotive industry, and other fields. Compared with recycled forms such as rubber powder and TDF, rubber granules have the core advantages of “wide application scenarios, moderate processing thresholds, and stable market demand”:
- More stable physical properties, strong wear resistance and aging resistance, suitable for outdoor, industrial, and other multi-scenarios;
- Shorter processing flow, no need for deep grinding or pyrolysis, and the processing cost per ton is 30% lower than that of rubber powder;
- Aligns with the global policy orientation of green infrastructure and sports industry upgrading, with a market scale growth rate of over 18% annually.
Core value: It can not only solve the problem of scattered recycling of waste tires but also match diverse needs through differentiated particle size products, making it one of the optimal solutions to balance “environmental responsibility, economies of scale, and profit space”.
II. Foreign Cases: On-Site Practice of Tire Rubber Granule Recycling
Case 1: “Special Rubber Granules for Sports Venues” Production Base in Lyon, France
Greenfield Sports, a French company, built a tire rubber granule factory in Lyon focusing on the supply of high-end sports venue materials. It processes 200 tons of waste tires per day and produces 60,000 tons of rubber granules with specifications of 1-3mm and 3-5mm annually, mainly used for football field and plastic track paving.
- Process Configuration: Adopts an integrated production line of “multi-stage crushing + precise screening + environmental modification”. A French Lindner dual-shaft shredder crushes tires to below 50mm, a vibrating screen classifies particles of different sizes, then “water washing + hot air drying” removes impurities, and finally UV stabilizers are added to enhance aging resistance.
- Quality Control: The product has passed EU EN 14873 certification, with heavy metal content ≤10mg/kg and odor level ≤3, fully complying with the material standards of FIFA-certified venues, and becoming the designated supplier for some training venues of the Paris Olympics.
- Profit Model: The price of special rubber granules for sports is 850 euros per ton, 2.5 times that of ordinary construction granules, with annual sales exceeding 51 million euros; it also cooperates with local governments to undertake old venue renovation projects, creating an additional annual income of 8 million euros, with an investment payback period of 2 years.
Case 2: “Road-Modified Rubber Granules” Factory in Alberta, Canada
Road Rubber Recycle, a Canadian company, operates a factory in Alberta focusing on the highway construction field. It processes 300 tons of waste tires per day and produces rubber granules with specifications of 5-10mm and 10-20mm for asphalt modification and road base filling, supplying highway construction projects in western Canada.
- Customized Design: To meet the frost resistance and crack resistance requirements of roads in cold regions, the crushing process is optimized. A Canadian Eagle Crusher impact crusher is adopted to ensure that the rubber granules have irregular shapes and larger surface areas, increasing the adhesion with asphalt by 40%; antifreeze modifiers are also added to keep the granules elastic even at -40℃.
- Energy Recycling: The mechanical energy generated during crushing is converted into electricity, with a supporting 300kW power generation system meeting 70% of the plant’s electricity demand; the dust generated from crushing is collected and pressed into fuel blocks to supply surrounding heating stations, achieving zero solid waste emissions.
- Policy and Market: Enjoys tax reductions under Canada’s Green Infrastructure Plan, saving about 2 million Canadian dollars annually; signs a 5-year supply agreement with the local highway department, with rubber granules priced at approximately 420 Canadian dollars per ton and an annual net profit exceeding 15 million Canadian dollars.
Case 3: “Automotive Industry Rubber Granules” Circular Factory in Porto, Portugal
Auto Rubber Tech, a Portuguese company, built a factory in Porto that produces 30,000 tons of automotive shock absorbers and sound insulation materials annually from tire rubber granules, supplying the European production bases of automakers such as Volkswagen and BMW.
- Core Technology: Adopts a “particle refinement + bonding molding” process, grinding 5-10mm rubber granules to 1-3mm, mixing with polyurethane resin in a 7:3 ratio, and producing automotive chassis shock absorbers through compression molding. The product’s sound insulation effect is 35% higher than that of traditional materials, and the weight is reduced by 20%.
- Compliant Operation: Strictly follows EU RoHS and REACH directives, using water-based adhesives instead of solvent-based adhesives in the production process, with VOCs emissions <8mg/m³ and dust emissions <2mg/m³, passing both ISO 14001 and ISO 9001 certifications.
- Profit Logic: The price of special automotive rubber products is 1,200 euros per ton, with annual sales exceeding 36 million euros; it also recycles rubber scraps from automakers’ production processes and reprocesses them into granules, reducing raw material costs by 15% and further improving profit margins.

III. Core Technical Details of Tire Rubber Granule Recycling
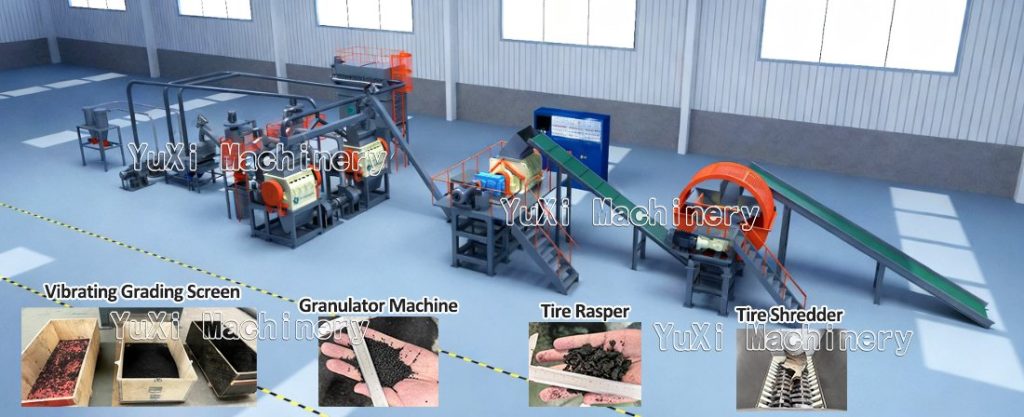
Crushing and Classification: Matching Different Particle Size Requirements
- Coarse granules (10-50mm, for road base filling): Adopt a single-shaft shredder, blade material is AISI D2 tool steel, service life up to 10,000 tons, crushing efficiency ≥5 tons/hour;
- Medium granules (3-10mm, for asphalt modification): Equip with “shredder + impact crusher” two-stage crushing, screening accuracy deviation ≤3% to ensure uniform particle size;
- Fine granules (1-3mm, for sports venues, auto parts): Need to add an air classifier with wind speed controlled at 1.8-2.2m/s to remove fine powder impurities, with particle purity ≥99%.
Modification Treatment: Enhancing Product Added Value
- For sports venues: Add UV stabilizers and anti-aging agents, and cure at 120℃ for 2 hours to extend outdoor service life to 8-10 years;
- For roads: Add asphalt compatibilizers to improve the fusion degree with base asphalt and reduce the risk of high-temperature flowing and low-temperature cracking;
- For automobiles: Add flame retardants and sound insulation additives, and improve product density through compression molding to enhance shock absorption and sound insulation performance.
Environmental Control: Focusing on Impurity and Emission Treatment
- Impurity removal: Adopt a three-stage process of “magnetic separation (for residual steel wire) + water washing (for sand and mud) + hot air drying”, with impurity content ≤0.5%;
- Waste gas treatment: The crushing and drying links are equipped with “pulse bag filter + activated carbon adsorption” devices, with dust emissions <3mg/m³ and VOCs removal rate ≥95%;
- Noise control: Equipment is equipped with sound insulation enclosures, with workshop noise ≤75dB(A) and factory boundary noise ≤60dB(A).

IV. Frequently Asked Questions (FAQ)
What is the initial investment for a tire rubber granule recycling plant?
Depending on product positioning, the investment for a 100-ton/day coarse granule factory (for road base filling) is about 500,000-700,000 euros, while that for a 200-ton/day mid-to-high-end granule factory (for sports/automotive use) is about 1.8-2.2 million euros.
How many operators does the plant need?
A 200-ton/day plant, adopting a PLC automatic control system, only needs 6-7 operators (2 for feeding, 1 for central control, 2 for screening and packaging, 2 for equipment maintenance), and can realize 24-hour continuous operation.
What are the main market demands for tire rubber granules?
- Sports venues: Accounting for about 35%, with a global annual demand exceeding 15 million tons, Europe and the United States are core markets;
- Road construction: Accounting for about 30%, used for asphalt modification and road base filling, in line with green infrastructure policies;
- Automotive industry: Accounting for about 20%, used for shock absorption and sound insulation materials, driven by the lightweight demand of new energy vehicles;
- Other fields (garden mulch, pet bedding, etc.): Accounting for about 15%, with steady growth in market demand.
What are the core environmental indicators that the plant needs to meet?
- Dust emissions <3mg/m³
- VOCs emissions <10mg/m³
- Wastewater reuse rate 100% (wastewater from water washing is recycled after treatment)
- Solid waste comprehensive utilization rate 100% (impurities and dust are recycled twice)

With the advantages of “diverse scenarios, stable profitability, and moderate thresholds”, tire rubber granule recycling has become one of the core tracks for waste tire resource utilization. From special materials for sports venues in France to road-modified materials in Canada, these foreign cases prove that with accurate matching of downstream demand and optimized processes and quality, rubber granules can achieve a win-win of “large-scale recycling + high-value monetization”. With the advancement of global green development policies, the market space for mid-to-high-end rubber granules will continue to expand, becoming an important growth point for environmental protection enterprises.